
इंजेक्शन मोल्डिंग प्रक्रिया के दौरान, मोल्ड किए गए हिस्सों में विभिन्न दोषों का सामना करना आम है, जो उत्पादों की गुणवत्ता और प्रदर्शन को प्रभावित कर सकता है।इस लेख का उद्देश्य इंजेक्शन मोल्डेड भागों में कुछ सामान्य दोषों का पता लगाना और इन मुद्दों के समाधान के तरीकों पर चर्चा करना है।
1.प्रवाह चिह्न:
फ्लो लाइनें कॉस्मेटिक दोष हैं जो ऑफ-कलर लाइनों, धारियों या पैटर्न द्वारा विशेषता होती हैं जो एक ढाले हुए हिस्से की सतह पर दिखाई देती हैं।ये रेखाएँ तब घटित होती हैं जब पिघला हुआ प्लास्टिक पूरे इंजेक्शन मोल्ड में अलग-अलग गति से चलता है, जिसके परिणामस्वरूप राल के जमने की दर अलग-अलग होती है।प्रवाह रेखाएँ अक्सर कम इंजेक्शन गति और/या दबाव का संकेत होती हैं।
इसके अतिरिक्त, प्रवाह रेखाएं तब उत्पन्न हो सकती हैं जब थर्मोप्लास्टिक राल अलग-अलग दीवार मोटाई वाले मोल्ड के क्षेत्रों से बहती है।इसलिए, लगातार दीवार की मोटाई बनाए रखना और चैंफ़र और फ़िललेट्स की उचित लंबाई सुनिश्चित करना प्रवाह लाइनों की घटना को कम करने के लिए महत्वपूर्ण है।एक अन्य प्रभावी उपाय उपकरण गुहा के पतली दीवार वाले हिस्से में गेट लगाना है, जो प्रवाह लाइनों के गठन को कम करने में मदद करता है।

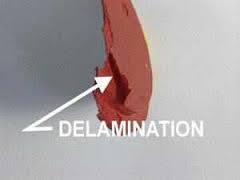
2. सतह का प्रदूषण:
प्रदूषण से तात्पर्य किसी हिस्से की सतह पर छीलने योग्य कोटिंग्स जैसी पतली परतों के अलग होने से है।यह स्थिति सामग्री में गैर-बंधन संदूषकों की उपस्थिति के कारण होती है, जिससे स्थानीयकृत दोष होते हैं।मोल्ड रिलीज़ एजेंटों पर अत्यधिक निर्भरता के कारण भी प्रदूषण हो सकता है।
प्रदूषण को संबोधित करने और रोकने के लिए, मोल्ड के तापमान को बढ़ाने और मोल्ड रिलीज एजेंटों पर निर्भरता को कम करने के लिए मोल्ड इजेक्शन सिस्टम को अनुकूलित करने की सिफारिश की जाती है, क्योंकि ये एजेंट प्रदूषण में योगदान कर सकते हैं।इसके अतिरिक्त, मोल्डिंग से पहले प्लास्टिक को अच्छी तरह से सुखाने से प्रदूषण को रोकने में मदद मिल सकती है।
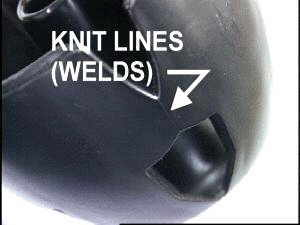
3.लाइनें बुनें:
बुनाई लाइनें, जिन्हें वेल्ड लाइन के रूप में भी जाना जाता है, वे दोष हैं जो तब होते हैं जब पिघले हुए राल के दो प्रवाह एक साथ मिलते हैं क्योंकि वे मोल्ड ज्यामिति के माध्यम से चलते हैं, खासकर छेद वाले क्षेत्रों के आसपास।जब प्लास्टिक बहता है और छेद के दोनों ओर लपेटता है, तो दोनों प्रवाह मिलते हैं।यदि पिघले हुए राल का तापमान इष्टतम नहीं है, तो दोनों प्रवाह ठीक से जुड़ने में विफल हो सकते हैं, जिसके परिणामस्वरूप वेल्ड लाइन दिखाई दे सकती है।यह वेल्ड लाइन घटक की समग्र शक्ति और स्थायित्व को कम कर देती है।
समय से पहले जमने की प्रक्रिया को रोकने के लिए पिघले हुए राल का तापमान बढ़ाना फायदेमंद होता है।इसके अलावा, इंजेक्शन की गति और दबाव बढ़ाने से भी बुनाई लाइनों की घटना को कम करने में मदद मिल सकती है।कम चिपचिपाहट और कम गलनांक वाले रेजिन इंजेक्शन मोल्डिंग के दौरान वेल्ड लाइन बनने के प्रति कम संवेदनशील होते हैं।इसके अतिरिक्त, मोल्ड डिज़ाइन से विभाजन हटाने से वेल्ड लाइनों का निर्माण समाप्त हो सकता है।
4. लघु शॉट्स:
शॉर्ट शॉट तब होते हैं जब राल मोल्ड गुहा को पूरी तरह से भरने में विफल रहता है, जिसके परिणामस्वरूप अधूरे और अनुपयोगी हिस्से बन जाते हैं।विभिन्न कारक इंजेक्शन मोल्डिंग में शॉर्ट शॉट का कारण बन सकते हैं।सामान्य कारणों में मोल्ड के भीतर प्रतिबंधित प्रवाह शामिल है, जिसे संकीर्ण या अवरुद्ध गेट, फंसी हुई हवा की जेब या अपर्याप्त इंजेक्शन दबाव के लिए जिम्मेदार ठहराया जा सकता है।सामग्री की चिपचिपाहट और मोल्ड तापमान भी छोटे शॉट्स में योगदान कर सकते हैं।
शॉर्ट शॉट्स की घटना को रोकने के लिए, मोल्ड तापमान को बढ़ाना फायदेमंद है, क्योंकि इससे राल प्रवाह में सुधार हो सकता है।इसके अतिरिक्त, मोल्ड डिज़ाइन में अतिरिक्त वेंटिंग को शामिल करने से फंसी हवा अधिक प्रभावी ढंग से बाहर निकल सकती है।इन कारकों को संबोधित करके, इंजेक्शन मोल्डिंग में शॉर्ट शॉट्स की संभावना को कम किया जा सकता है।

5.मरोड़ना:
इंजेक्शन मोल्डिंग में वारपिंग का तात्पर्य शीतलन प्रक्रिया के दौरान असमान आंतरिक सिकुड़न के कारण किसी हिस्से में अनपेक्षित मोड़ या मोड़ से है।यह दोष आम तौर पर गैर-समान या असंगत मोल्ड कूलिंग से उत्पन्न होता है, जिससे सामग्री के भीतर आंतरिक तनाव उत्पन्न होता है। इंजेक्शन मोल्डिंग में विकृत दोषों को रोकने के लिए, यह सुनिश्चित करना आवश्यक है कि भागों को क्रमिक दर पर पर्याप्त रूप से ठंडा किया जाए, जिससे पर्याप्त समय मिल सके। सामग्री को समान रूप से ठंडा करने के लिए।मोल्ड डिजाइन में एक समान दीवार की मोटाई बनाए रखना कई कारणों से महत्वपूर्ण है, जिसमें एक सुसंगत दिशा में मोल्ड गुहा के माध्यम से प्लास्टिक के सुचारू प्रवाह को सुविधाजनक बनाना शामिल है। उचित शीतलन रणनीतियों को लागू करने और समान दीवार मोटाई के साथ मोल्ड डिजाइन करने से, वॉरपेज दोष का खतरा होता है। इंजेक्शन मोल्डिंग को कम किया जा सकता है, जिसके परिणामस्वरूप उच्च गुणवत्ता वाले और आयामी रूप से स्थिर हिस्से प्राप्त होते हैं।
6. जेटिंग:
इंजेक्शन मोल्डिंग में जेटिंग दोष तब हो सकते हैं जब जमने की प्रक्रिया असमान होती है।जेटिंग तब होती है जब प्रारंभिक राल जेट मोल्ड में प्रवेश करता है और गुहा पूरी तरह से भरने से पहले जमना शुरू कर देता है।इसके परिणामस्वरूप भाग की सतह पर टेढ़े-मेढ़े प्रवाह पैटर्न दिखाई देते हैं और इसकी ताकत कम हो जाती है।
जेटिंग दोषों को रोकने के लिए, इंजेक्शन के दबाव को कम करने की सिफारिश की जाती है, जिससे मोल्ड का अधिक क्रमिक भरना सुनिश्चित होता है।मोल्ड और रेज़िन का तापमान बढ़ाने से रेज़िन जेट के समय से पहले जमने को रोकने में भी मदद मिल सकती है।इसके अतिरिक्त, इंजेक्शन गेट को ऐसे तरीके से रखना जो मोल्ड की सबसे छोटी धुरी के माध्यम से सामग्री के प्रवाह को निर्देशित करता है, जेटिंग को कम करने के लिए एक प्रभावी तरीका है।
इन उपायों को लागू करने से, इंजेक्शन मोल्डिंग में जेटिंग दोषों के जोखिम को कम किया जा सकता है, जिससे सतह की गुणवत्ता में सुधार होगा और भाग की ताकत में वृद्धि होगी।

हमारी कंपनी इंजेक्शन मोल्डिंग दोषों को रोकने और उच्च गुणवत्ता वाले इंजेक्शन मोल्डेड भागों को सुनिश्चित करने के लिए कई उपाय करती है।मुख्य पहलुओं में प्रीमियम सामग्री का चयन, सावधानीपूर्वक मोल्ड डिजाइन, प्रक्रिया मापदंडों का सटीक नियंत्रण और सख्त गुणवत्ता नियंत्रण शामिल हैं।हमारी टीम पेशेवर प्रशिक्षण लेती है और उत्पादन प्रक्रिया में लगातार सुधार और अनुकूलन करती है।

हमारी कंपनी ISO 9001 गुणवत्ता प्रबंधन प्रणाली का पालन करके उत्पाद की गुणवत्ता सुनिश्चित करती है।हमने मानकीकृत प्रक्रियाओं और प्रक्रियाओं के साथ एक व्यापक गुणवत्ता प्रबंधन प्रणाली स्थापित की है।हम कर्मचारियों की भागीदारी को प्रोत्साहित करते हैं और प्रशिक्षण और शिक्षा प्रदान करते हैं।इन उपायों के माध्यम से, हम गारंटी देते हैं कि हमारे भेजे गए उत्पाद उत्कृष्ट गुणवत्ता वाले हैं और ग्राहकों की मांगों को पूरा करते हैं।
पोस्ट समय: फ़रवरी-01-2024